















أبو ظبيما هو نطاق التسامح للمسامير الدقيقة؟
ما هو نطاق التسامح للمسامير الدقيقة؟
خدمة الخط الساخن
0760-8787 8587لدينا أكثر من عشر سنوات من الخبرة في الإنتاج في صناعة اللولب ، والمنتجات الرئيسية هي: صامولة الغسالة المضادة للغسيل العكسي ، وعمود وسادة بلاستيكي ، وبرغي أثاث برأس مسطح رفيع ، وبرغي غير قياسي ، وصامولة مانعة للانزلاق ذاتي القفل 316 ، وشفة مع صامولة حشية ، سطح سميك أملس ، جميل ودائم طحن ، مسامير غطاء رأس سداسية قصيرة الرأس ، براغي تحويل ، مسامير برأس نصف دائرة مع غسالات ، غسالات ميسون زنبركية بريطانية وأمريكية قياسية ، براغي مسننة ذات رأس مقعر ، براغي عالية الدقة ، مسامير حديدية برأس مسطحة ، صواميل ذاتية الغلق مطلية بالزنك الأزرق DIN7967 ، إلخ. البرامج الثابتة ، نظرًا لاختلاف مواد ومواصفات المنتج ، يختلف السعر أيضًا ، يرجى الاتصال بنا إذا لزم الأمر.
فيما يتعلق بالسداسي الداخلي ، هناك نسختان من المعيار الوطني ، أحدهما GB70-76 ، إصدار 76 سنة ، والآخر GB70-85 ، الإصدار 85 عامًا ، ومعظمه يطبق معيار أبو ظبيDIN912 ، لذلك يجب الانتباه إلى الاختلاف في العمليات التجارية الفعلية: يتطابق GB70 -85 تمامًا مع أبو ظبيDIN912 ، لذلك لا يوجد فرق في استخدام المعيار الجديد ، ولا سيما الفرق بين GB70-76 و أبو ظبيDIN912: بالنسبة للمنتجات السداسية لسلسلة M8 ، فإن قطر الرأس المستدير لـ GB70-76 هو 12.5 ملم ، وهو أصغر من 13.27 ملم من أبو ظبيDIN912. بالنسبة للمنتجات السداسية الداخلية من سلسلة M10 ، يبلغ قطر الرأس المستدير GB70-76 15 مم ، وهو أصغر من 16.27 من أبو ظبيDIN912. بالنسبة للسداسي الداخلي لسلسلة M12 ، يبلغ قطر الرأس المستدير GB70-76 18 مم. إنه أصغر من الجانب المقابل 18.27 لـ أبو ظبيDIN912 ، وقطر الرأس الدائري للسداسي الداخلي GB70-76 لسلسلة M16 و M20 أصغر بمقدار 0.33 مم من أبو ظبيDIN912 ، وهما 24 مم و 30 مم على التوالي. أبو ظبيDIN912 هو 24.33 مم و 30.33 مم على التوالي. بالإضافة إلى ذلك ، يختلف عرض الشكل السداسي الداخلي بين المعيار القديم والمعيار الألماني بسبب المعايير المختلفة. الجانب الداخلي لـ GB70-76 أصغر ، ويجب الانتباه إليه في العمليات التجارية.

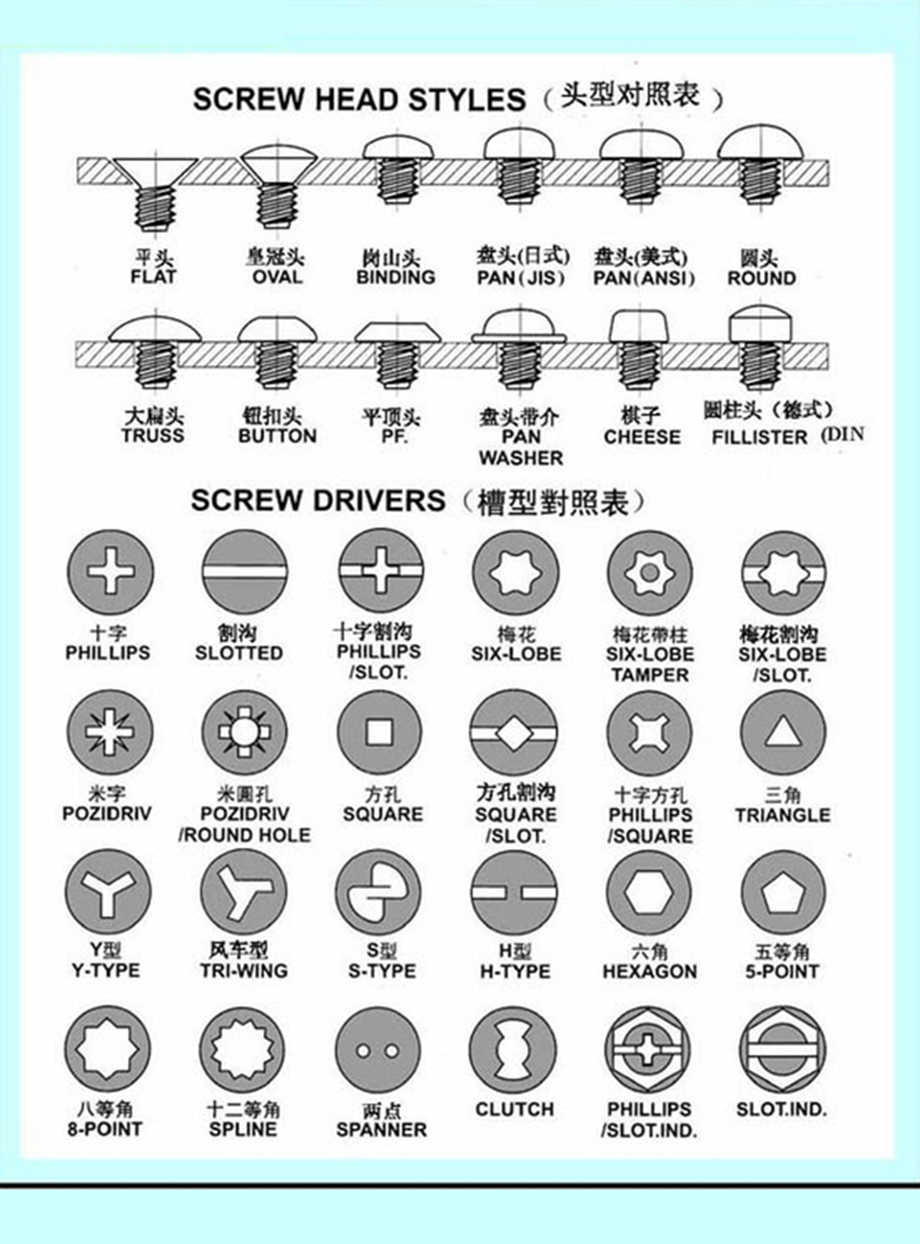
④ نوع السن اللولبي أ: ذيل حاد ذاتي التنصت (النوع القياسي الياباني 1) متفرق AB: ذيل حاد ذاتي التنصت (النوع القياسي الياباني 4) كثيف ؛ ب: الذيل المسطح ذاتية التنصت (النوع القياسي الياباني 2) متفرق ؛ ج: التنصت الذاتي التنصت على الذيل المسطح (النوع الثالث من المعيار الياباني) كثيف ؛ P: أسنان ذات سلك مزدوج اكتب أسنان مثلثة CCT: أسنان مثلثة من النوع C PTT: أسنان مثلثة من النوع P STT: أسنان مثلثة من النوع S


علاوة على ذلك ، تشتمل آلية التثبيت على لوحين تثبيت موضوعتين بين كتلتين للتثبيت ، ويتم تثبيت مقعد محمل على جانب واحد من كل لوح تثبيت ، ومحمل مثبت داخل مقعد المحمل ، والمحمل هو الحلقة الداخلية المفاجئة- متصل بأبو ظبيبرغي ضبط مرن ، والطرف الآخر من أبو ظبيبرغي الضبط المرن يخترق كتلة التثبيت ويوضع خارج كتلة التثبيت.

يتم قياس جودة الطلاء الكهربائي بشكل أساسي بمقاومته للتآكل ، يليها المظهر. تتمثل مقاومة التآكل في تقليد بيئة عمل المنتج وتعيينه كشرط اختبار وإجراء اختبار تآكل عليه. يجب التحكم في جودة منتجات الطلاء بالكهرباء من الجوانب التالية: 1. المظهر: لا يُسمح بخطوط غير مطلية جزئية ، ومحروقة ، وخشنة ، ورمادية ، ومقشرة ، ومتقشرة ، وواضحة على سطح المنتج ، والثقوب ، والتنقر ، والأسود الطلاء غير مسموح به. الخبث ، غشاء التخميل السائب ، الشقوق ، التقشير وعلامات التخميل الخطيرة. 2. سمك الطلاء: العمر التشغيلي للمثبتات في الغلاف الجوي المسببة للتآكل يتناسب مع سماكة الطلاء. السماكة العامة الموصى بها لطلاء الطلاء الكهربائي الاقتصادي هي 0.00015in ~ 0.0005in (4 ~ 12um). الجلفنة بالغمس على الساخن: متوسط السماكة القياسي 54 ميكرون (43 ميكرون للقطر ≤ 3/8) ، والحد الأدنى للسماكة 43 ميكرومتر (37 ميكرون للقطر ≤ 3/8). 3. توزيع الطلاء: مع طرق الترسيب المختلفة ، تختلف أيضًا طريقة تجميع الطلاء على سطح أداة التثبيت. أثناء الطلاء الكهربائي ، لا يتم ترسيب المعدن المطلي بشكل موحد على الحافة المحيطية ، ويتم الحصول على طلاء أكثر سمكًا عند الزوايا. في الجزء الملولب من أداة التثبيت ، توجد الطبقة السميكة على قمة الخيط ، وتخفف تدريجيًا على طول جانب الخيط ، وتكون الرواسب الرقيقة في الجزء السفلي من الخيط ، في حين أن الجلفنة بالغمس الساخن هي عكس ذلك تمامًا ، والأسمك يتم ترسيب الطلاء على الزوايا الداخلية وفي الجزء السفلي من الخيط ، يميل الطلاء الميكانيكي إلى ترسيب نفس المعدن مثل الطلاء بالغمس الساخن ، ولكنه أكثر نعومة وله سمك أكثر اتساقًا على السطح بالكامل [3]. 4. التقصف بالهيدروجين: أثناء معالجة السحابات ومعالجتها ، خاصة في الغسيل القلوي والتخليل قبل الطلاء وعملية الطلاء الكهربائي اللاحقة ، يمتص السطح ذرات الهيدروجين ، ثم يحبس الطلاء المعدني المترسب الهيدروجين. عندما يتم شد أداة التثبيت ، ينتقل الهيدروجين نحو الأجزاء الأكثر إجهادًا ، مما يتسبب في تراكم الضغط بما يتجاوز قوة المعدن الأساسي وينتج عنه تشققات سطحية مجهرية. الهيدروجين نشط بشكل خاص ويتسرب بسرعة إلى الشقوق المتكونة حديثًا. تستمر دورة اختراق الضغط والتمزق حتى ينكسر الأبو ظبيأبو ظبيقفل. يحدث عادة في غضون ساعات قليلة بعد أول تطبيق للضغط. للقضاء على خطر تقصف الهيدروجين ، يتم تسخين السحابات وخبزها في أسرع وقت ممكن بعد الطلاء للسماح للهيدروجين بالتسرب من الطلاء ، عادةً عند 375-4000 فهرنهايت (176-190 درجة مئوية) لمدة 3-24 ساعة. نظرًا لأن الجلفنة الميكانيكية غير إلكتروليتية ، فإن هذا يقضي فعليًا على خطر التقصف الهيدروجين ، الموجود في الجلفنة باستخدام الطرق الكهروكيميائية. بالإضافة إلى ذلك ، نظرًا للمعايير الهندسية ، يُحظر الغمس الساخن لمشابك الجلفنة بصلابة أعلى من HRC35 (Imperial Gr8 ، متري 10.9 وما فوق). لذلك ، نادرًا ما يحدث تقصف الهيدروجين في السحابات المطلية بالغمس الساخن. 5. التصاق: قطع أو نقب مع طرف صلب وضغط كبير. إذا تقشر الطلاء أمام طرف الشفرة على شكل رقائق أو قشرة ، مما أدى إلى تعريض المعدن الأساسي ، فيُعتبر الالتصاق غير كافٍ.

يتم تحميل المحتوى أعلاه بواسطة Yueluo أو الإنترنت. إذا كانت هناك أي مشكلة متعلقة بحقوق النشر ، فيرجى الاتصال بـ [email protected].

ما هو نطاق التسامح للمسامير الدقيقة؟

كيفية اختيار الشركة المصنعة المناسبة لبرغي الفولاذ المقاوم ل...

لماذا توجد زاوية R تحت رأس المسمار السداسي الرأس؟

لدينا أكثر من عشر سنوات من الخبرة في الإنتاج في صناعة اللولب...

لدينا أكثر من عشر سنوات من الخبرة في إنتاج صناعة اللولب ، وا...

لدينا أكثر من عشر سنوات من الخبرة في إنتاج صناعة اللولب ، وا...

لدينا أكثر من عشر سنوات من الخبرة في إنتاج صناعة المسمار ، و...

0760-8787 8587

132 6870 6820

موقع الجوال

0760-22181790

